Dažādi procesi, lai sasniegtu labāko metināšanas rezultātu
Mēs piedāvājam visaptverošus risinājumus, lai apmierinātu
visas jūsu individuālās ar metināšanas procesiem saistītās vajadzības.
Saistītās jomas
Mīkstlodēšanas un cietlodēšanas atšķirību nosaka darba temperatūra.Mīkstlodēšanā darba temperatūra ir
mazāka par 450°C. Mīkstlodēšana ir piemērota vara un vara sakausējumu, cinka, tērauda alumīnija
un alumīnija sakausējumu lodēšanai.
Kā lodēšanas materiālu visbiežāk izmanto lodalvu.Cietlodēšanā darba temperatūra ir augstāka par 450°C,
tomēr nepārsniedz 1000°C. Kā karstuma avotu parasti izmanto liesmu. Cietlodēšana ir visizplatītākais
lodēšanas veids un ir lieliski piemērota vairumam metālu. Cietlodēšanu izmanto, piemēram,
vara cauruļu lodēšanā vannas istabu aprīkojuma ražošanā, kā arī cietu metāla daļu nostiprināšanā pie
zāģu asmeņiem un urbju uzgaļiem.
Kā lodi parasti izmanto vara bāzes materiālus ar vai bez sudraba piemaisījuma.
Mīkstlodēšanu un cietlodēšanu var automatizēt, tādēļ to bieži izmanto sērijveida ražošanā.Lodēšanai nav
nepieciešama tikpat augsta darba temperatūra kā metināšanai, tāpēc ir mazāk ar deformācijām saistīto problēmu.
Lodējot var panākt augstas stiprības un kvalitātes savienojumu ar teicamu virsmas izskatu.Lodējot pamatā
izmanto acetilēnu vai propānu un tīru skābekli vai odorizēto skābekli ODOROX®.
ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.
Bieži metālapstrādes procesos rodas nepieciešamība pēc metāla karsēšanas. Karsēšana var būt lokāla – neliela
segmenta karsēšana, kā arī vispārēja –- lielu segmentu karsēšana. Atkarībā no tā, vai nepieciešams sasniegt
noteiktu temperatūru visā materiāla biezumā,
vai uzkarsēt tikai metāla virsmu, izvēlas atšķirīgus karsēšanas instrumentus un gāzes. Piemēram, metāla
karsēšanai pirms metināšanas vai griešanas nepieciešams uzsildīt metālu līdz noteiktai temperatūrai visā
tā biezumā pēc iespējas vienmērīgā temperatūrā. Šādos gadījumos var izmantot procesam atbilstošākos
acetilēna-gaisa degļus no LINDOFLAMM® produktu programmas.
Šādi degļi nodrošina kvalitatīvu metāla karsēšanu līdz +500®C.
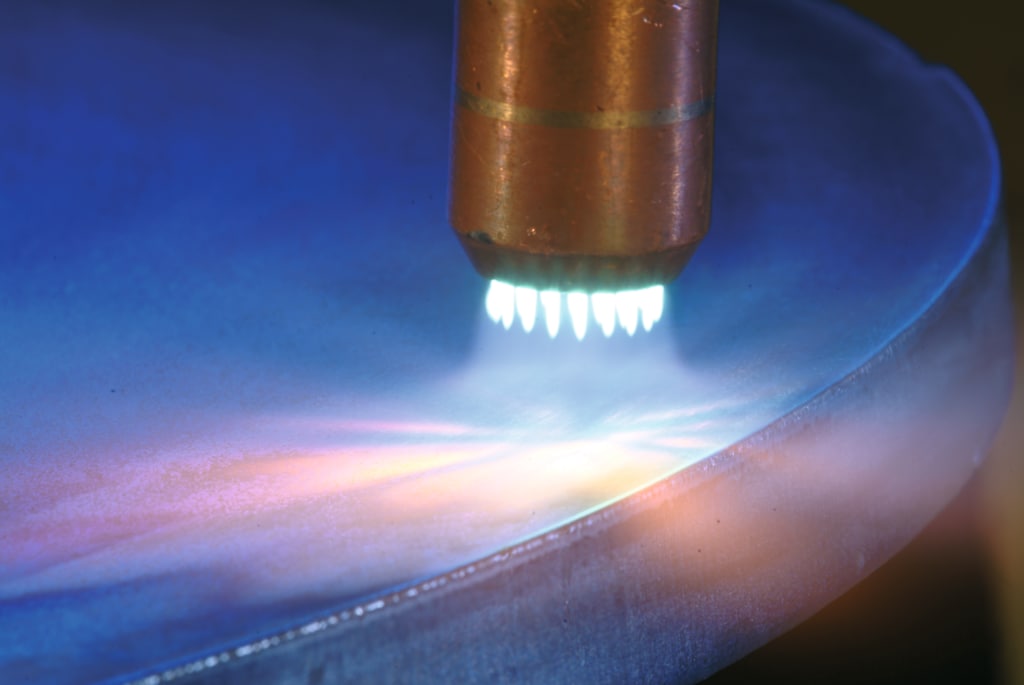
Savukārt termiskajos procesos, kas saistīti ar virsmas apstrādi – rūdīšana, virsmas pārklāšana un procesos,
kas saistīti ar metāla taisnošanu un formēšanu, nepieciešama pēc iespējas ātra un lokāla materiāla uzkarsēšana.
Šādos procesos izmanto acetilēna-skābekļa liesmu, lai panāktu pēc iespējas ātrāku konkrētā segmenta uzkarsēšanu.
Izvēle starp parastajiem metināšanas
degļiem un īpašiem paaugstinātas jaudas acetilēna-skābekļa degļiem ir atkarīga no materiāla biezuma.
Jo vairāk deggāzes tiek sadedzināts laika vienībā, jo lielāka degļa radītā siltuma enerģija.
Salīdzinot ar citām deggāzēm, acetilēnam ir vislielākā degšanas temperatūra un primārās
liesmas siltuma enerģija.
Karsēšanā parasti izmanto acetilēnu vai propānu un tīru skābekli vai odorizēto skābekli ODOROX®.
ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.
Skābekļa un deggāzes izmantošana prasa specifiskas zināšanas, lai izvairītos no bīstamām situācijām. Informācija par drošu darbu ar gāzēm un gāzu iekārtām ir
apkopota dažādos Linde Gas materiālos, drošības datu lapās, kā arī apmācību programmās.
Grebšanu izmanto šuvju sagatavošanā un bojātu šuvju labošanai.Grebšana līdzinās griešanai ar gāzi.
Acetilēna-skābekļa liesma uzkarsē apstrādājamo detaļu līdz aizdegšanās temperatūrai, un griešanas
skābekļa strūkla sadedzina un aizvada izkusušo metālu. Izmantotais aprīkojums ir tāds pats kā griešanā ar
gāzi, tikai jānomaina atbilstoša grebšanas sprausla.
Grebšanā skābekļa strūkla tiek virzīta gandrīz paralēli apstrādājamās detaļas virsmai.Acetilēna-skābekļa liesmu var izmantot arī tīrīšanā ar liesmu, lai attīrītu betona
un metāla virsmas no rūsas, nogulsnēm, krāsas, smērvielām un putekļiem.
Grebšanā un tīrīšanā ar liesmu izmanto acetilēnu un tīru skābekli vai odorizēto skābekli ODOROX®.
ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.Skābekļa un deggāzes izmantošana prasa
specifiskas zināšanas, lai izvairītos no bīstamām situācijām. Informācija par drošu darbu ar gāzēm un
gāzu iekārtām ir
apkopota dažādos Linde Gas materiālos, drošības datu lapās, kā arī apmācību programmās.
Termiskā izsmidzināšana vai termiskā virsmu pārklāšana kā process tiek izmantots jaunu detaļu un iekārtu ražošana vai arī to remontam un apkopei.
Remontdarbos un apkopē šī metode bieži no izmaksu viedokļa ir izdevīgāka par jaunu iekārtu iegādi. Izsmidzinot
piedevu materiālu, kas var būt pulvera, stieples vai stieņu veidā, to uzkarsē līdz kausēšanas temperatūrai
vai praktiski izkausētam stāvoklim. Uzkarsētais materiāls tiek smalki izkliedēts un izsmidzināts ar gāzes
plūsmas palīdzību uz izstrādājuma virsmas, kur tas nostiprinās un sacietē.
Izsmidzināto virsmu var izmantot tādu, kāda tā ir, vai apstrādāt līdz pareizajiem izmēriem
Liesmas izsmidzināšana ar pareizo piedevu materiālu var uzlabot virsmas izturību pret koroziju, nodilumu un augstu temperatūru. Jūs varat sasniegt virsmas ar augstu vai zemu berzi vai mainīt
virsmas vadītspēju. Bojātās virsmas var salabot un bojātās detaļas izlabot līdz vajadzīgajiem izmēriem.
Deggāzes izvēle ir atkarīga no piedevas materiāla kušanas temperatūras un izmantotās smidzināšanas
iekārtas veida. Polimēru izsmidzināšanai var izmantot propānu, kas sajaukts ar saspiestu gaisu.
Ja nepieciešams sasniegt augstāku temperatūru, jāizmanto acetilēns, kas sajaukts ar tīru skābekli.
Metināšana un termiskā griešana materiālā rada spriegumu, kas var izraisīt nevēlamu deformāciju. Ja
deformācija nav pieļaujama, detaļa ir jātaisno. Bieži vien piemērota metode ir taisnošana ar liesmu,
ko veic, strauji, lokāli uzkarsējot konstrukcijas virsmu. Kad materiāls atdziest, tas saraujas,
koriģējot deformāciju. Šī metode ir piemērota tēraudam, niķelim, varam, misiņam, alumīnijam un titānam.
Karsēšanai var izmantot dažādas deggāzes, tomēr acetilēns ir vislabākā izvēle, jo tas nodrošina karstāko un koncentrētāko liesmu, kā arī ātrāko uzkarsēšanu. Degšanu nodrošina tīrs skābeklis vai
odorizētais skābeklis ODOROX®. ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.
Aprīkojuma izvēle taisnošanai ar liesmu ir atkarīga no taisnojamā materiāla un tā biezuma. Orientējošo
degļa izmēru aprēķina pēc formulas l/h = materiāla biezums mm x 2,5 x 100. Aprēķinātā gāzes plūsma l/h
norāda skābekļa plūsmu. Ar standarta degļiem ir iespējams iztaisnot līdz pat 15 mm
biezas plātnes. Biezākiem metāliem izmanto speciālus paaugstinātas jaudas acetilēna-skābekļa degļus.
Lielu laukumu, piemēram, kuģa klāju taisnošanā izmanto speciālus degļus ar trijiem vai vairākiem uzgaļiem. Degļus piemontē riteņiem, lai būtu iespējams tos viegli pārvietot pār lieliem laukumiem.
Skābekļa un deggāzes izmantošana prasa specifiskas zināšanas, lai izvairītos no bīstamām situācijām. Informācija par drošu darbu ar gāzēm un gāzu
iekārtām ir apkopota dažādos Linde Gas materiālos, drošības datu lapās, kā arī apmācību programmās.
Tīrīšana ar liesmu nodrošina tīras virsmas un nelielas izmaksas.
Tīrīšanu ar acetilēna liesmu izmanto gadījumos, kad nepieciešams attīrīt metāla virsmas tālākai apstrādei. Rūsa, putekļi un citas nogulsnes tiek efektīvi notīrītas, izmantojot ekonomiski izdevīgo tīrīšanu ar liesmu. Ar liesmu tīrītas virsmas nodrošina
lielisku krāsas un pārklājumu pieķeršanās spēju. Tādējādi tiek uzlabota arī izturība pret koroziju.
Tīrīšanu ar liesmu izmanto arī betona un dabīgo akmens virsmu tīrīšanā, īpaši betona brauktuvju virsmu tīrīšanā un priekšapstrādē. Turklāt, izmantojot šo
metodi, iespējams videi draudzīgā veidā notīrīt arī vecu krāsu un pārklājumus, naftas atlikumus un noberztu gumiju. Šādi apstrādāts betons nodrošina optimālu saķeri ar sintētisko sveķu pārklājumiem.
Lai nodrošinātu visaugstāko temperatūru, jāizmanto acetilēns un tīrs skābeklis vai odorizētais skābeklis ODOROX® . ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.
Skābekļa un deggāzes izmantošana prasa specifiskas zināšanas,
lai izvairītos no bīstamām situācijām. Informācija par drošu darbu ar gāzēm un gāzu iekārtām ir apkopota dažādos AGA materiālos, drošības datu lapās, kā arī apmācību programmās.
Mīkstlodēšana un cietlodēšana
Karsēšana ar liesmu
Grebšana
Termiskā izsmidzināšana
Taisnošana ar liesmu
Tīrīšana ar liesmu
Mīkstlodēšana un cietlodēšana
Mīkstlodēšanas un cietlodēšanas atšķirību nosaka darba temperatūra.Mīkstlodēšanā darba temperatūra ir mazāka par 450°C. Mīkstlodēšana ir piemērota vara un vara sakausējumu, cinka, tērauda alumīnija un alumīnija sakausējumu
lodēšanai. Kā lodēšanas materiālu visbiežāk izmanto lodalvu. Cietlodēšanā darba temperatūra ir augstāka par
450°C, tomēr nepārsniedz 1000°C. Kā karstuma avotu parasti izmanto liesmu. Cietlodēšana ir
visizplatītākais lodēšanas veids un ir lieliski piemērota vairumam metālu. Cietlodēšanu izmanto,
piemēram, vara cauruļu lodēšanā vannas istabu aprīkojuma ražošanā, kā arī cietu metāla daļu nostiprināšanā
pie zāģu asmeņiem un urbju uzgaļiem.
Kā lodi parasti izmanto vara bāzes materiālus ar vai bez sudraba piemaisījuma.
Mīkstlodēšanu un cietlodēšanu var automatizēt, tādēļ to bieži izmanto sērijveida ražošanā.Lodēšanai nav nepieciešama tikpat augsta darba temperatūra kā metināšanai, tāpēc ir mazāk ar deformācijām saistīto problēmu. Lodējot var panākt
augstas stiprības un kvalitātes savienojumu ar teicamu virsmas izskatu.Lodējot pamatā izmanto acetilēnu vai propānu un tīru skābekli vai odorizēto skābekli ODOROX®. ODOROX® nepatīkamais aromāts savlaicīgi brīdina par gāzes noplūdi.
Vai vēlaties uzzināt vairāk parmetināšanas procesiem?
Vai zināt, ka jūsu interneta pārlūks ir novecojis?
Lai piekļūtu mūsu jaunajai vietnei, lūdzu, lejupielādējiet jaunāko Internet Explorer, Firefox, Chrome vai Safari versiju. Jūs varat apmeklēt mūsu vietni arī, izmantojot savu mobilo ierīci (viedtālruni vai planšetdatoru).




 Lejupielādes
Lejupielādes